| Avesta Welding проводит курсы для сварщиков компании Alfa Laval и дает отличную подготовку по сварке дуплексной стали |
| Avesta Welding и Böhler Welding Group представляют две новые марки порошковых проволок для варки super duplex нержавеющих сталей. |
| Концерн Bohler Welding Group организовал и провел семинар: «Передовые материалы в сварке нержавеющей стали». |
Контакты
Телефон:
+7 912 855 09 20
E-mail: andrey.chulkov79@gmail.com
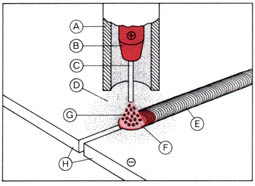
Дуговая сварка порошковой проволокой является гибким методом, который отличается высоким уровнем отложений, хорошей свариваемостью и отличным внешним видом сварного шва. FCAW обычно используется для сварки толстых изделий (> 5 мм). Высокая скорость осаждения также делает данный вид сварки пригодным для наплавки мягкой и низколегированных сталей. FCA сварка сильно зависит от газа Металл-дуговой сварки (GMAW) Проволока автоматически подается через центр пистолета тем же оборудованием, как и при GMA-сварки. Защитный газ подается через пистолет и защищает сварочную ванну от окисления в процессе сварки. Порошок внутри проволоки будет защищать сварку от внешнего воздействия атмосферы, так как он образует шлак, который охватывает сварной шов. Мы рекомендуем защитный газ либо 75% Ar + 25% C02 или чистый C02. Разница между этими газами касается в основном свариваемости, Ar + С02 лучше применять при сварке в горизонтальном положении, а С02 при сварке в вертикальном положении. Процесс FCW можно легко сделать автоматическим или полуавтоматическим. Данный метод является очень экономичным. Как и в любой другой среде защитных газов, процесс сварки FCA чувствителен к сквознякам. Меры избегания сквозняков должны быть предусмотрены перед началом сварки.
А – сопло |