| Avesta Welding проводит курсы для сварщиков компании Alfa Laval и дает отличную подготовку по сварке дуплексной стали |
| Avesta Welding и Böhler Welding Group представляют две новые марки порошковых проволок для варки super duplex нержавеющих сталей. |
| Концерн Bohler Welding Group организовал и провел семинар: «Передовые материалы в сварке нержавеющей стали». |
Контакты
Телефон:
+7 912 855 09 20
E-mail: andrey.chulkov79@gmail.com
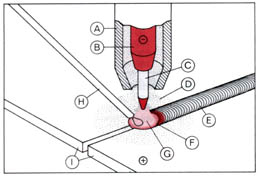
GTA (TIG) сварка характеризуется высоким качеством сварных соединений, высокой точностью, превосходной поверхностью шва и высокой прочностью шва. Данный вид сварки широко используется при сварке труб (толщина стенки от 0,3 мм и больше). Хорошо подходит для сварки корневых швов труб. При аргонодуговой сварке необходимо следить за работой двух составляющих - проволокой и неплавящимся вольфрамовым электродом. Вольфрамовый электрод должен быть легированным при сварке нержавеющей стали. Газ аргон подается через держатель электрода. Защитный газ должен на 99,9% состоять из аргона, для защиты зоны сварки от окружающей атмосферы, что обеспечивает защиту от окисления сварочной ванны во время сварки. Сварочная проволока подается к сварочной дуге со стороны. Это можно сделать либо вручную, либо автоматически. Сварка легких металлоконструкций из нержавеющей листовой стали толщиной от 0,5-1,5 мм, а также сварка корневых швов иногда осуществляется без использования наполнителя и происходит путем прямого слияния примыкающих граней. Однако, в случае замедления изготовления, особенно это связанно со стабилизацией материала, существует риск образования трещин если наплавленный слой шва будет слишком тонким. При сварке толстого листа металла, проволока GTAW, выступающая в качестве наполнителя, не обязательно должна быть того же типа, что и основной металл или более высокого качества. Использование защитного газа, как правило, необходимо для сварки труб. Обычно используется аргон, но более дешевые газы, такие как азот также могут быть использованы. Может быть использован газ, представляющий собой смесь из 92% азота и 8% водорода. Дополнительный защитный газ необходим для достижения чистой поверхности шва без оксидов. Ручная аргонодуговая сварка более дорогостоящая, чем сварка плавящимся электродом, особенно для листов металла толщиной более 2мм. Автоматизированные же процессы получаются более экономичными, чем сварка плавящимся электродом за счет их скорости и надежности. Таким образом, на серийном производстве используют в основном автоматизированную аргонодуговую сварку.
А – сопло |